




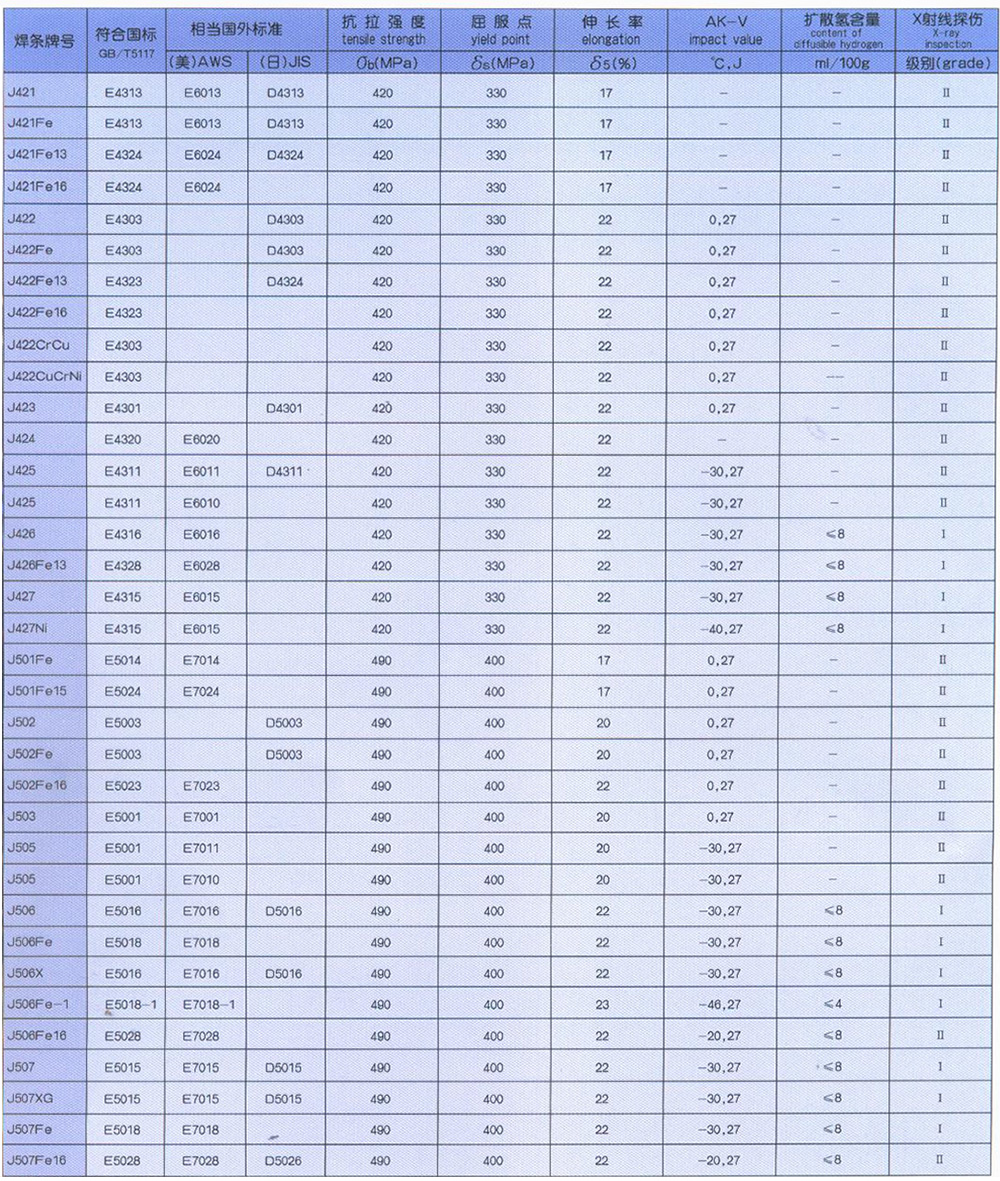
Carbon steel welding rods (whose deposited metal tensile strength is less than or equal to 500MPa, i.e. 50kgf/mm2) are suitable for welding carbon steel and low strength low alloy steel.
For low hydrogen and iron powder welding rods, the welding rod must be baked at a temperature above 350 ℃ before welding, and should be used as much as possible according to the principle of baking as needed. Otherwise, welding defects (such as porosity, slag inclusion, cracks, deterioration of process performance, etc.) will occur. For cellulose type welding rods, the baking temperature specified in the manual should be strictly followed. If the temperature is too high, it will burn off the cellulose in the coating and damage the inherent process performance of the welding rod.
When using low hydrogen welding rods, the welder should be positioned upwind, strengthen ventilation, and prevent the harm of welding fumes to the body.
For low hydrogen welding rods, the baking frequency should not exceed two times as much as possible to prevent the coating from becoming brittle and falling off.
Tel:+86-533-6412127 6451635
E-mail:webmaster@qilu-welding.com.cn
Name: Welding Industry
Address:No.18 Yongan South Road, Zhoucun Distric Zibo City, Shandong, China

WeChat QR code
Copyright © 2019 Zibo Qilu Welding Industry Co., Ltd. All rights reserved 技术支持:上海墨楠信息
Tel
+86-533-6412127 6451635